1、立式玻璃烧结,直线障及抛光不亮,磨边喷水不足,机常见磨经验交流抛光轮调较不当,削故磨轮压力不够,处理磨削速度太快。立式其处理措施:检查喷水系统,直线障及选择适当的磨边抛光轮,提高磨轮压力,机常见磨经验交流降低磨砂削速度。削故
2、处理边角破损金刚轮磨削量太大,立式磨削速度太快,直线障及输入输出带不平。磨边处理措施:减小金刚轮磨削量,降低磨削速度,重新调整抛光轮,调整输入输出带水平速度。
3、磨痕多磨削速度太快,喷水不足。处理措施:降低磨削速度,检查喷水系统,修理喷水系统。
2024少沙梅溪湖音乐喷泉开放时候(最新)
同步荧光法测定蔬菜中维生素E含量
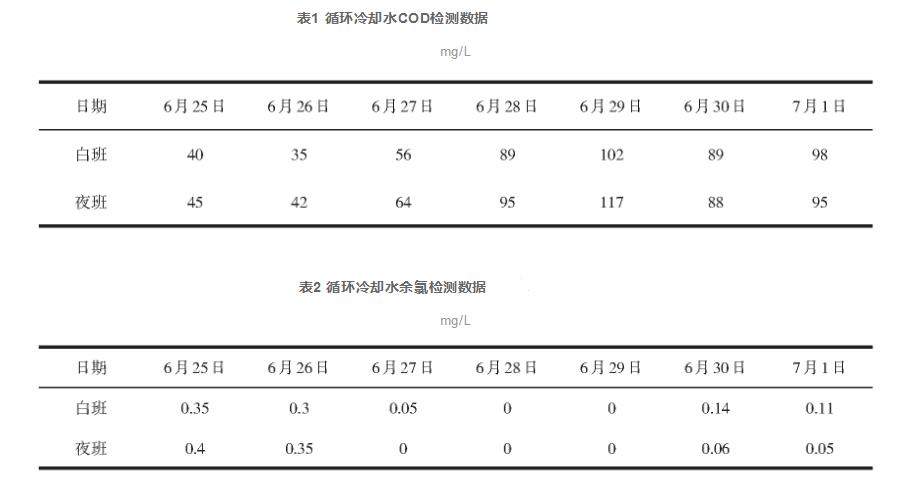
循环冷却水中甲醇泄漏的影响及解决措施
氢氧化钠滴定液标准物质的研制及其不确定度分析(二)
张庭林瑞阳公司涉嫌传销被查处 TST庭奥妙民专回应
玻璃贴膜 建筑节能环保新技术,行业资讯



.jpg)
.jpg)

